


Прототип җитештерү өлкәсендә, CNC эшкәртү һәм силикон формасын җитештерү - еш кулланыла торган ике техника, һәрберсе продукт ихтыяҗларына һәм җитештерү процессына карап аерым өстенлекләр тәкъдим итә. Бу ысулларны төрле күзлектән анализлау - толерантлык, өслекнең бетүе, деформация темплары, җитештерү тизлеге, бәясе, материаль яраклашуы - тиешле техниканы сайлау өчен кыйммәтле мәгълүмат бирә.
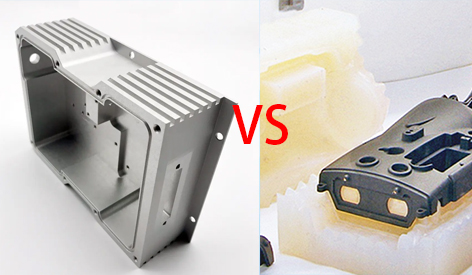
Продукциянең толерантлыгы һәм төгәллеге:
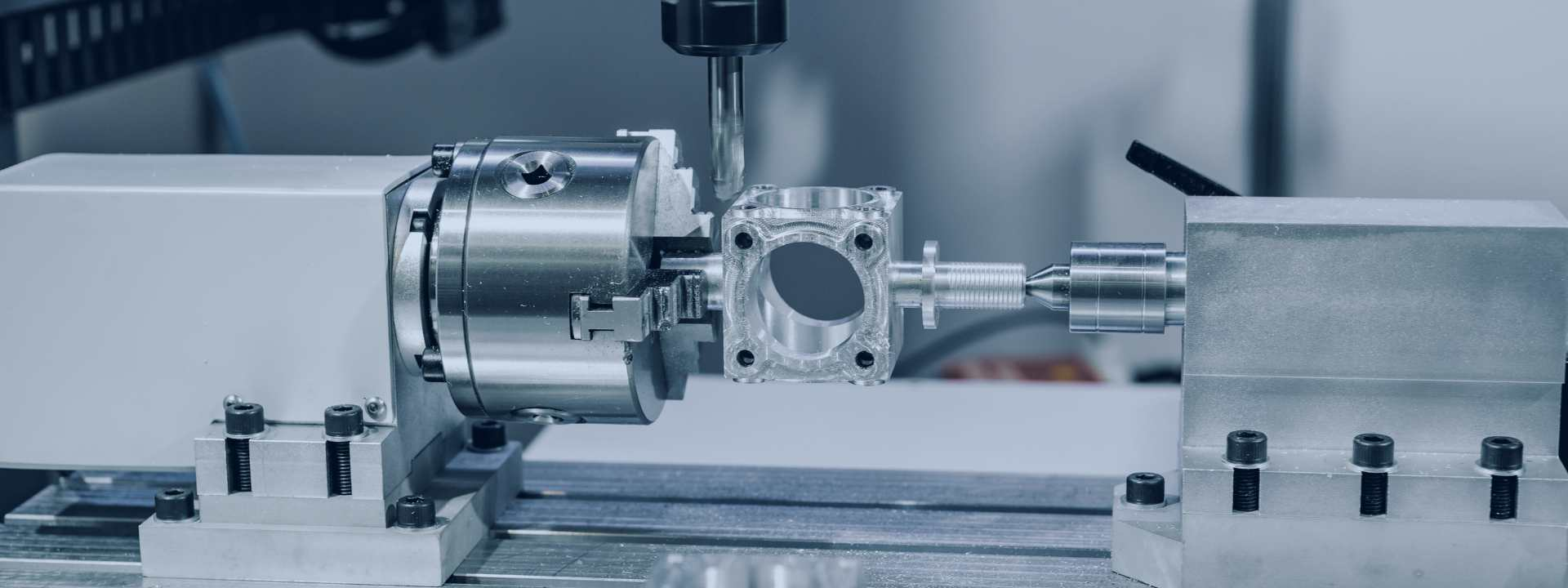
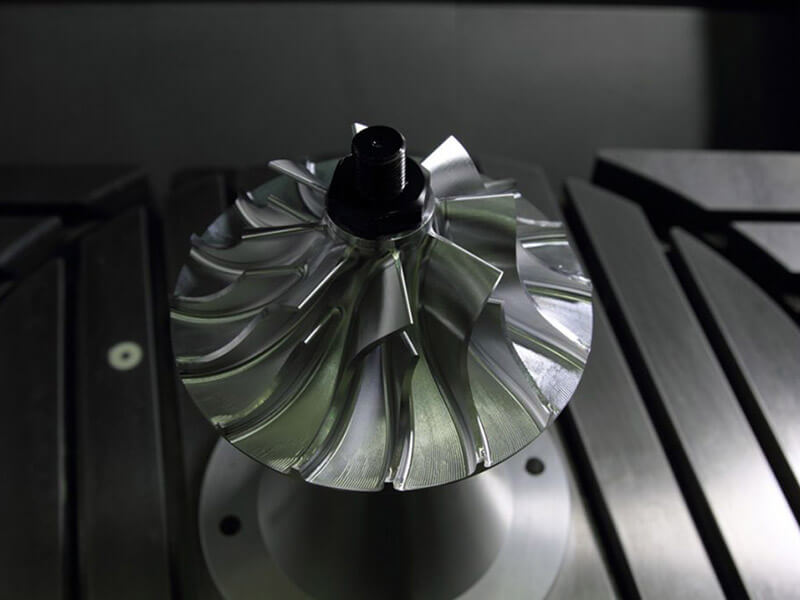
CNC эшкәртү югары төгәллеге белән дан тота, толерантлык ± 0.01 мм кебек, бу катлаулы геометрия яки деталь төгәллекне таләп итүче өлешләр өчен идеаль сайлау. Бу механик җыю яки функциональ прототиплар өчен аеруча мөһим, анда төгәллек критик. Киресенчә, силикон формасы җитештерү азрак төгәллек тәкъдим итә, типик толерантлык ± 0,1 мм тирәсе. Ләкин, бу төгәллек дәрәҗәсе күпчелек кулланучылар продуктлары яки башлангыч прототиплар өчен җитәрлек.
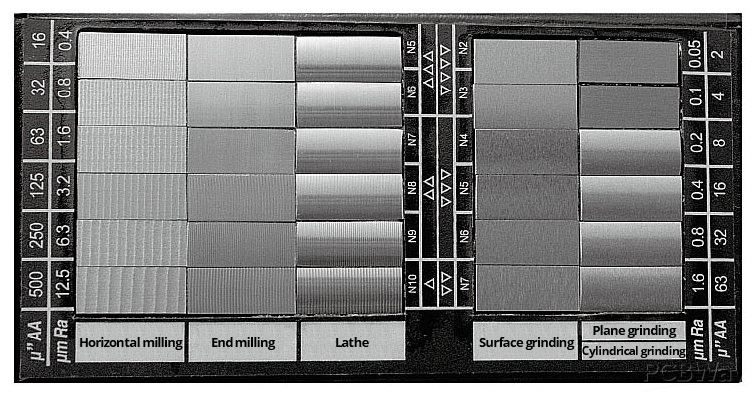
Faceир өсте бетү һәм эстетик сыйфат:
CNC эшкәртү аеруча металл һәм каты пластмасса өчен искиткеч өслек бизәкләрен чыгара. Анодизация, мишәр шартлату яки полировка кебек эшкәртүдән соңгы вариантлар өслекнең сыйфатын күтәрә ала, эстетик прототиплар өчен кирәк булган югары дәрәҗәдәге күренешне һәм хисне китерә ала. Икенче яктан, силикон формалары текстураларны һәм нечкә детальләрне бик яхшы кабатлый ала, ләкин чагыштырма өслекнең тигезлегенә ирешү өчен еш кына икенчел бизәүне таләп итә, аеруча каучук яки эластомер кебек йомшак материаллар белән.
Деформация һәм структур бөтенлек:
CNC эшкәртү, субтрактив процесс булып, минималь деформация белән югары структур бөтенлек тәкъдим итә, чөнки җылыту яки дәвалау юк. Бу аны үлчәмле тотрыклылыкны сакларга кирәк булган өлешләргә яраклаштыра, аеруча йөк яки стресс астында. Силикон формасын җитештерү, шулай ук, соңгы процессның төгәллегенә тәэсир итә алган, бигрәк тә зуррак яки калынрак компонентлар өчен, дәвалау процессында бераз кысылу яки кысылу очраклары булган кастинг материалларын үз эченә ала.
Producитештерү тизлеге һәм әйдәп бару вакыты:
Productionитештерү тизлегенә килгәндә, силикон формалаштыру кыска вакыт эчендә берничә прототип ясауда зур өстенлеккә ия. Форма әзерләнгәннән соң, производство тиз арада үсә ала, аны кечкенә партия җитештерү һәм базар сынаулары өчен идеаль итә. CNC эшкәртү, югары күләмле производство өчен әкренрәк булса да, бер яки аз күләмле өлешләр өчен тиз әйләнү вакытын тәкъдим итә, бу башлангыч прототиплар өчен яисә дизайн итерацияләре еш булганда яхшырак сайлау.

Кыйммәт һәм материалны куллану:
CNC эшкәртү гадәттә чимал (аеруча металл) чыгымнары һәм катлаулы өлешләр өчен кирәк булган машина вакыты аркасында зур чыгымнарны үз эченә ала. Өстәвенә, CNC процесслары материаль исрафка китерергә мөмкин, аеруча субтрактив җитештерүдә, материалның зур өлешләре чыгарылган. Киресенчә, силикон формасын җитештерү аз күләмле эш өчен кыйммәтрәк, чөнки материаль чыгымнар түбән, формаларны кабат кулланырга мөмкин. Ләкин, силикон формалаштыру иң алдынгы коралландыру инвестицияләрен таләп итә, бу бик аз күләмдә яки бер тапкыр бирелгән прототиплар өчен акланырга мөмкин түгел.

Ахырда, CNC эшкәртү һәм силикон формасы җитештерү икесе дә прототип җитештерүдә мөһим роль уйныйлар, һәрберсе продукт үсешенең төрле этапларына туры килә. CNC эшкәртү югары төгәл, каты һәм җентекле прототиплар өчен өстенлекле, ә силикон формалаштыру сыгылучан, эргономик яки күп берәмлек җитештерү өчен тизрәк, кыйммәтрәк чишелеш тәкъдим итә. Прототипның конкрет таләпләрен аңлау, толерантлык, өслек бетү, җитештерү күләме, материаль ихтыяҗлар, сезнең проект өчен дөрес ысул сайлауда бик мөһим.
Пост вакыты: 23-2024 октябрь